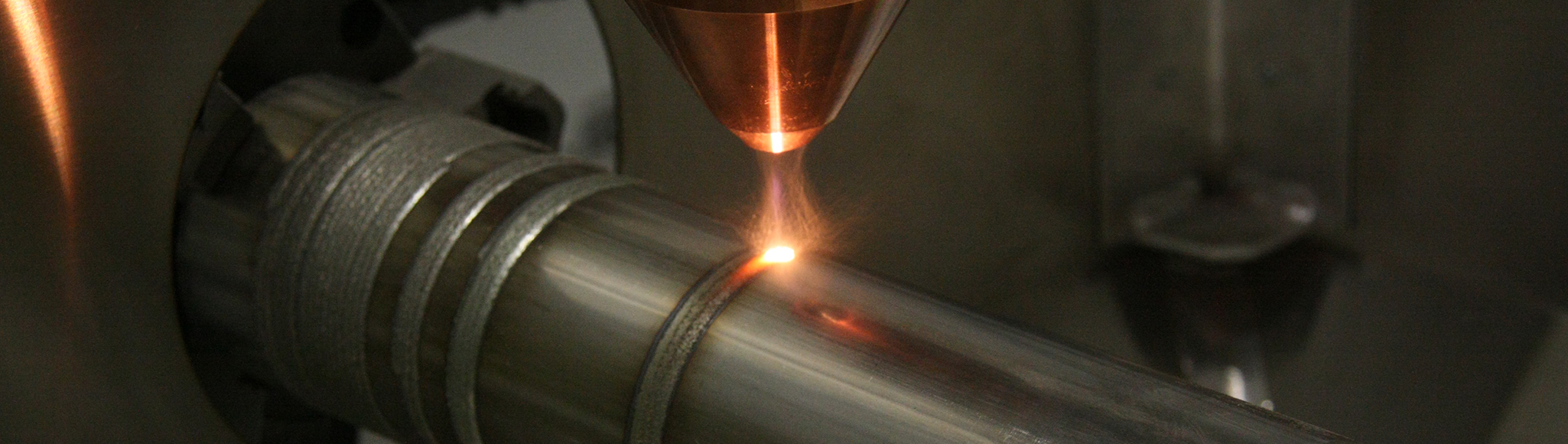
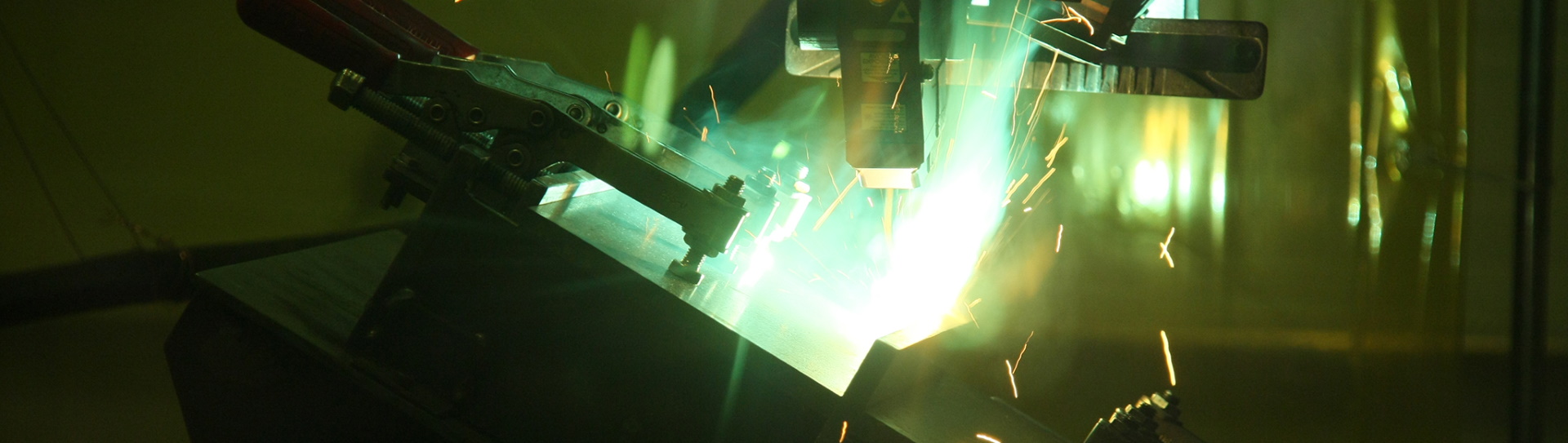
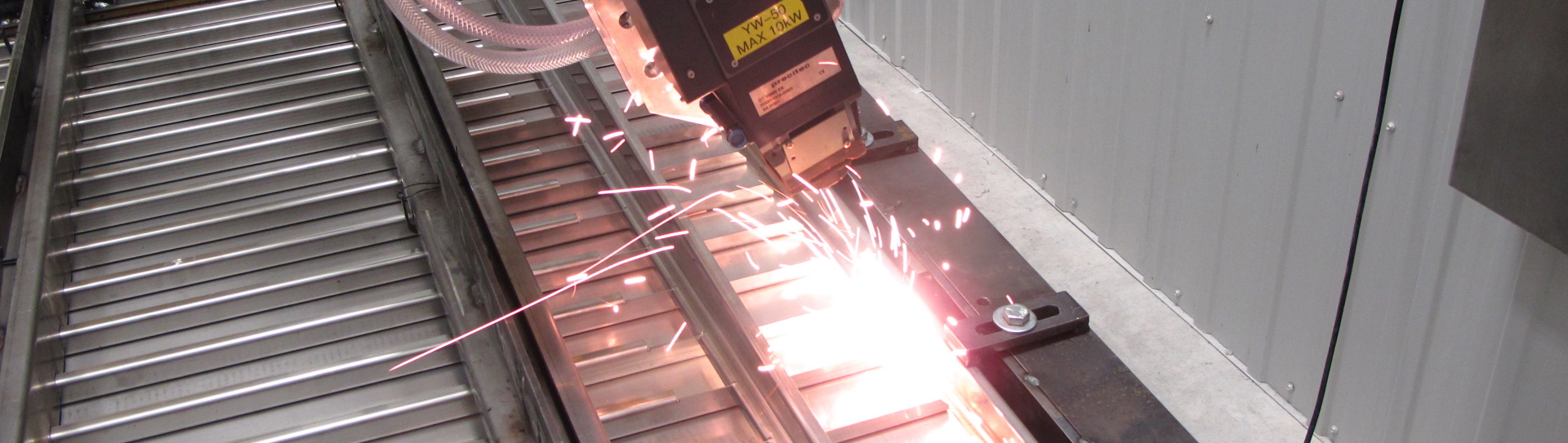
LASER WELDING
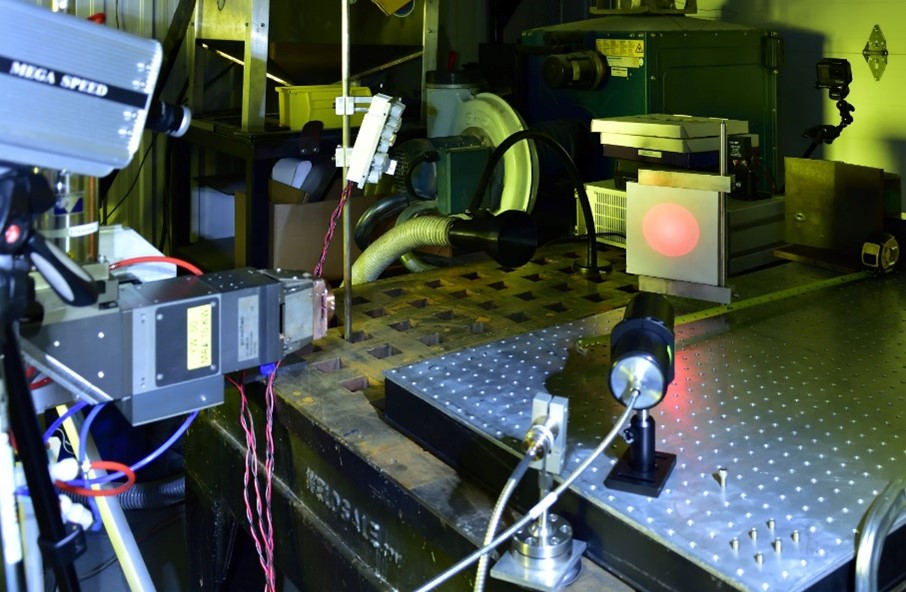
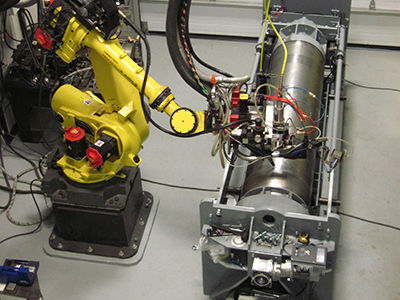
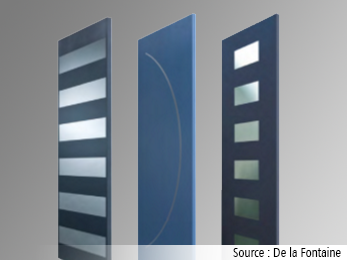
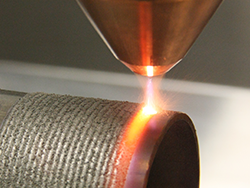
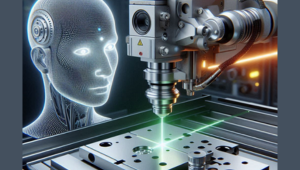
In its most used form, laser welding allows for materials, whether similar or not, to be joined together without the use of filler material. The energy transmitted by the laser beam fuses pieces held together by a tool. The high concentration of energy on a small surface allows for deep, shallow joints at speeds up to several tens of meters per minute, and this without almost any distortion.







 (418) 856-4350, ext. 164
(418) 856-4350, ext. 164









